电话:13218895878
www.y-e-s-art.com
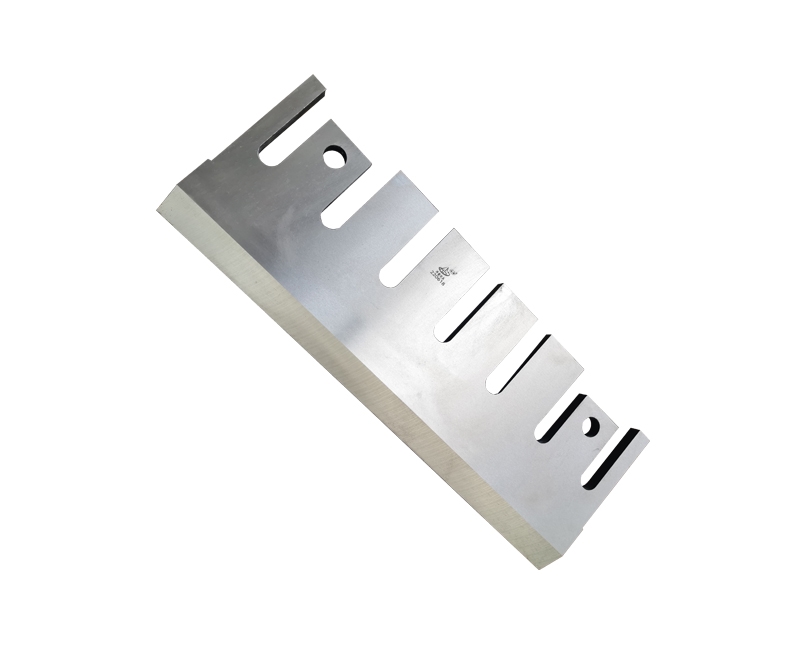
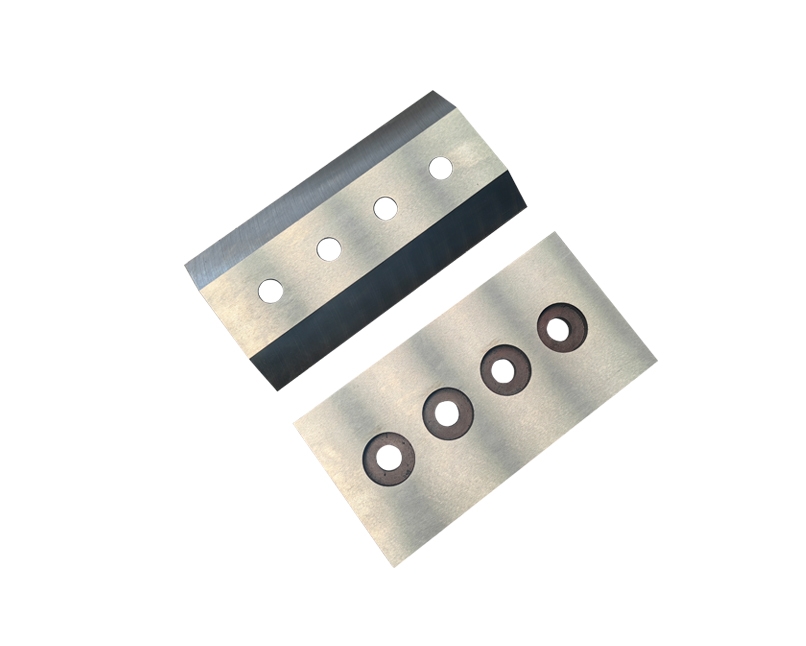
撕碎机刀片有两种常见的刃口,一种是90°平口,另一种是82°斜口。这两种类型的区别在于,与撕碎机平口90°刀片相比,切割板边缘整齐美观,撕碎机平口90°刀片由于斜口撕碎机刀片受力面积小,常用于在撕碎机上切割薄板。
常用工具钢撕碎机刀片有:T10a为普通碳素工具钢,9CrSi为低合金工具钢,6CrW2Si为耐冲击合金工具钢,Cr12MoV为模具钢。
撕碎机刀片退火的目的:消除锻造应力,降低硬度,撕碎机刀片便于切割;为淬火组织做好组织准备。由于耐冲击合金工具钢撕碎机刀片未退火,淬火时可能会造成断裂。退火温度应为860~880℃,加热时间应为3~4小时左右。为了缩短退火时间,一般采用等温退火,即860~880℃加热3~4小时,炉冷至700~750℃4~6小时。
以耐冲击合金工具钢撕碎机刀片为例,热处理工艺特性、组织和功能的关系如下:在组织中,耐冲击合金工具钢撕碎机叶片碳化物粗大且不均匀,不能直接使用,必须反复锻造,锻造后退火。